 SÍNTESIS DE LA EMPRESA .
SÍNTESIS DE LA EMPRESA . SIDOR (Siderúrgica del Orinoco), es un complejo siderúrgico integrado, ubicado en la zona industrial de la ciudad de Puerto Ordaz, Venezuela, sobre el margen derecho del río Orinoco, lo cual le proporciona una localización privilegiada que conecta directamente con el océano Atlántico.
 Este hecho cobra vital importancia a la hora de trasladar los productos terminados, hacia el exterior debido a la facilidad, que dicha ubicación proporciona puesto que por el océano atlántico existe una conexión directa con un gran numero de países potencialmente transformadores de este material para la elaboración de productos finales que tiene gran demanda a nivel mundial.
Este hecho cobra vital importancia a la hora de trasladar los productos terminados, hacia el exterior debido a la facilidad, que dicha ubicación proporciona puesto que por el océano atlántico existe una conexión directa con un gran numero de países potencialmente transformadores de este material para la elaboración de productos finales que tiene gran demanda a nivel mundial.  La importancia que tiene sidor para ciudad guayana desde el punto de vista económico se basa en la utilización de algunos recursos provenientes de los excedentes por exportación y ventas de sus productos, lo que permiten la realización de proyectos y convenios con las universidades, mediante el adiestramiento y capacitación de nuevos jóvenes profesionales egresados de las distintas casa de estudios que hacen vida en la región, así como también el desarrollo de políticas sociales que ayudan a la población de bajos recursos por medio del suministro de materia prima, que a su vez fortalece a las pequeñas y medianas industrias, como lo son aquellas que fabrican las "bombonas populares", las cuales son vendidas a dicha población a costos realmente accesibles.
La importancia que tiene sidor para ciudad guayana desde el punto de vista económico se basa en la utilización de algunos recursos provenientes de los excedentes por exportación y ventas de sus productos, lo que permiten la realización de proyectos y convenios con las universidades, mediante el adiestramiento y capacitación de nuevos jóvenes profesionales egresados de las distintas casa de estudios que hacen vida en la región, así como también el desarrollo de políticas sociales que ayudan a la población de bajos recursos por medio del suministro de materia prima, que a su vez fortalece a las pequeñas y medianas industrias, como lo son aquellas que fabrican las "bombonas populares", las cuales son vendidas a dicha población a costos realmente accesibles.PRODUCCIÓN DE ACERO.
SIDOR utiliza, para la producción de acero, tecnologías de Reducción Directa y Hornos Eléctricos de Arco, con recursos naturales disponibles en la zona, como el mineral del hierro. Esta planta es uno de los complejos más grandes de este tipo en el mundo. La gama de productos planos que produce la empresa abarca láminas y bobinas laminadas en caliente, láminas y bobinas laminadas en frío, hojalata y hoja cromada; en productos largos ofrece alambrón y barras para la construcción. Además de productos laminados, en SIDOR se comercializa productos semielaborados como planchones y palanquillas.


...............a) ..............................b).................


................c) ..............................d).................
Algunos productos de SIDOR: a) Planchones. b) Palanquilas.
c) Alambrones. d) Cabillas.
DESCRIPCIÓN DEL PROCESO PARA LA ELABORACIÓN DEL ACERO.
El lugar mas importante de la planta se encuentra en las tolvas de recepción, donde, a diario, se descarga la materia prima conocida como mineral de hierro adquirido con un contenido de 70% de hierro y 30% de otros minerales. Las tolvas son especies de envases grandes con una cavidad superior hueca, destinada para el pesaje y almacenamiento, durante el transporte a las diferentes plantas que conforman la empresa, del mineral recibido.

....................Esquematización de una tolva...............
Luego de pesado, el material, este es trasladado por medio de cintas transportadoras al patio de almacenamiento de minerales o a la planta de pellas. Es importante mencionar que el mineral adquirido por Sidor se presenta de dos formas, en forma de roca y en forma de fino, mas adelante se indicaran los procesos específicos en los cuales estos son utilizados.

...Esquematización del transporte por medio de cintas transportadoras...
¿QUE SON LAS PELLAS?
Las pellas son materiales semi terminados conocidas técnicamente como aglomerados esféricos de partículas finas de mineral de hierro, mezclado con diversos aditivos como: caliza, dolomita, combustibles sólidos, entre otros, la cual es consolidada a altas temperaturas, para la alimentación de altos hornos y hornos de reducción. La característica química mas resaltantes de estos materiales es la presencia de altos grados de oxigeno, por lo cual se presenta la necesidad de aplicar un proceso destinado a reducción de estos niveles de oxigeno presentes en ella, con la finalidad de iniciar la adecuación del material en base a las características del producto final deseado. Es importante comentar que estas pellas también son destinadas para la venta, con la finalidad de abastecer las necesidades productivas de otras empresas, que la utilizan como materia prima para la elaboración de sus productos de su interés, tal es el caso de COMSIGUA.

.jpg)

...........a)................ b).................... c).............
a) Pellas. b) Grúa de pellas. c) Alimentación de la pila.
La etapa siguiente, como lo citamos anteriormente, la constituye el proceso de reducción directa, destinada para la disminución del alto contenido de oxigeno presente en las pellas. El proceso como tal es llevado a cabo en una planta conocida como MIDREX 2 y comienza con la llegada de los vagones a la planta de reducción, donde es sometida a la inyección de gas natural, llegando a convertirse en HRD o hierro de reducción directa.
La etapa siguiente, como lo citamos anteriormente, la constituye el proceso de reducción directa, destinada para la disminución del alto contenido de oxigeno presente en las pellas. El proceso como tal es llevado a cabo en una planta conocida como MIDREX 2 y comienza con la llegada de los vagones a la planta de reducción, donde es sometida a la inyección de gas natural, llegando a convertirse en HRD o hierro de reducción directa.

...Esquematización de una Planta con proceso de Reducción Directa...
El HRD es un producto metálico obtenido por la reducción del mineral de hierro u óxidos de hierro a temperaturas inferiores a la de fusión del mismo, con la finalidad de adaptarlo para la sustitución de la chatarra y contribuir a la alimentación de los procesos de aceración en hornos eléctricos. Debido a la constante manipulación del gas, presente en las tuberías de inyección, el acceso por parte de personas ajenas a la empresa se encuentra un poco restringida por lo cual no fue posible observar y tomar nota de los equipos de instrumentación utilizados para el control y monitoreo de las variables presentes en este proceso.

...HRD (Hierro de Reducción Directa) en SIDOR...
Luego terminado el proceso de reducción directa y obtener el HRD, este es trasladado hacia la planta de acerías, la cual esta constituida por 6 hornos de arco eléctrico, con una capacidad de 250 toneladas cada uno. Durante este proceso se mezcla el HRD con un 20% de chatarra (materia prima secundaria), la cual se traslada desde el patio de chatarra hacia los hornos de aceración, luego de ser clasificada y tratada, para la elaboración de las palanquillas. Esta palanquillas, se llevan a los hornos en donde se trasforman en acero liquido, este liquido es solidificado y llevado al tren de barras, donde se realizan los rollos de alambrón. Cada alambro pesa 1972 Kg. y tiene un espesor de 9 mm.



.......a) ...................b)...................... c).......
a) Planta de Chatarra. b) Hornos. c) Tren de Alambrón.

....Certificación de Calidad para el Alambrón....





 Para demostrar estas tablas se presenta a continuación un cálculo:
Para demostrar estas tablas se presenta a continuación un cálculo: A continuación se presenta una tabla con los valores calculados de It de acuerdo a los valores de P12.
A continuación se presenta una tabla con los valores calculados de It de acuerdo a los valores de P12.
 Para demostrar esta tabla a continuación se presenta un cálculo:
Para demostrar esta tabla a continuación se presenta un cálculo:

 Para satisfacer las peticiones del Post-Laboratorio, en se calculó:
Para satisfacer las peticiones del Post-Laboratorio, en se calculó: b.) Los errores entre It e I0.
b.) Los errores entre It e I0.









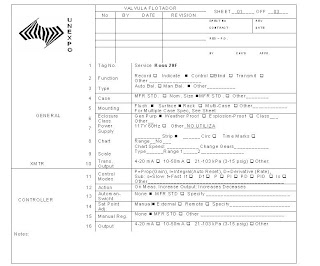
 7. Cálculo y dimensionamiento de Equipos (Válvulas, Instrumentos, etc.)
7. Cálculo y dimensionamiento de Equipos (Válvulas, Instrumentos, etc.)








{kind=link}